पछिल्लो समाचारमा, ठूलो आकारको स्ट्रिप अल्ट्रासोनिक प्लास्टिक वेल्डिंग स्लटेड संयुक्तको डिजाइन विधि प्रस्ताव गरिएको थियो र प्रयोगहरू द्वारा प्रमाणित गरिएको थियो।सबैभन्दा पहिले, स्ट्रिप वेल्डिङ हर्नलाई उचित रूपमा धेरै एकाइहरूमा विभाजन गरिएको छ ताकि जटिल संरचना भएको स्लटेड वेल्डिङ हर्नको डिजाइन सरल वेल्डिङ हर्न एकाइको डिजाइनमा रूपान्तरण हुन्छ।त्यसपछि संयुक्त तत्वलाई युग्मन कम्पनलाई विचार गर्दै समान खण्डको साथ हाफ वेभ ओसिलेटरसँग तुलना गरिन्छ।समतुल्य मेकानिकल प्रतिबाधाको अवधारणा प्रयोग गरेर संयुक्तको आवृत्ति समीकरण प्राप्त गरिन्छ।
अन्तमा, वेल्डिङ जोइन्टहरूको कम्पन विशेषताहरूमा स्लट नम्बर, स्लट चौडाइ र स्लट लम्बाइको प्रभाव समीकरण प्रयोग गरेर अध्ययन गरिएको थियो।यस विधि अनुसार, ठूला आकारको स्ट्रिप ग्रूभका धेरै समूहहरू डिजाइन र मेसिन गरिएको थियो।प्रयोगात्मक नतिजाहरूले देखाउँछन् कि वेल्डेड जोडहरूको अनुनाद आवृत्तिको मापन र सैद्धान्तिक मानहरू राम्रो सम्झौतामा छन्।
तलको चित्रमा देखाइएको अनुसार।वेल्डिङ हर्नको लम्बाइ, चौडाइ र मोटाई क्रमशः L, B र T हो।ट्रान्सड्यूसरको उत्तेजना दिशाको रूपमा z अक्ष मान्नुहोस्।कार्य आवृत्तिमा, आयताकार वेल्डिंग संयुक्तले Z दिशामा पहिलो-अर्डर अनुदैर्ध्य कम्पन उत्पादन गर्नेछ।स्ट्रिप वेल्डिङ जोइन्टहरूको लागि, L≥2T, B र L तुलना गर्न सकिन्छ, त्यसैले X दिशामा वेल्डिङ जोडहरूको ट्रान्सभर्स कम्पनलाई बेवास्ता गर्न सकिन्छ।
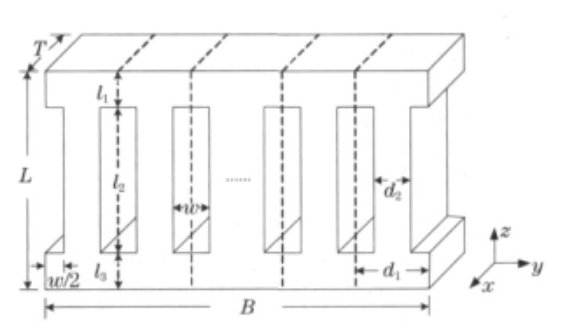
किनभने y दिशामा अनुप्रस्थ कम्पनले अनुदैर्ध्य कम्पनमा ठूलो प्रभाव पार्छ, यो सामान्यतया स्लटिङद्वारा सिमुलेटेड हुन्छ।वेल्डिङ हर्नलाई Y दिशामा समान रूपमा n स्लटहरू खोलेर (n+1) एकाइहरूमा विभाजन गरिएको छ।प्रत्येक स्लटको चौडाइ र लम्बाइ क्रमशः W र L2 हो, र स्लटहरू क्रमशः वेल्डिङ हर्न l1 र L3 को इनपुट र आउटपुट छेउबाट अलग हुन्छन्।प्रत्येक एकाइ पूर्ण रूपमा बराबर छ भनी सुनिश्चित गर्न, ट्रान्सभर्स वेल्डिङ हर्नको दुवै छेउमा W/2 चौडाइको खाँचो खोलिनुपर्छ।यसरी, प्रत्येक वेल्डिङ मोल्ड एकाइ एक आयताकार खण्ड संग एक मिश्रित trapezoidal हर्न हो।प्रत्येक एकाइको दुबै छेउमा र बीचको चौडाइ D1 र D2 हो भनी मान्दै, यसलाई माथिबाट देख्न सकिन्छ: L= L1 + L2 + L3
तत्वहरू बीचको एउटै ढाँचाको कारण, वेल्डको आउटपुट एम्प्लिच्युडले पनि ढाँचालाई कम्पन गर्नेछ, र संयोजन गर्दा, अल्ट्रासोनिक हर्नमा पनि यो ढाँचा हुनेछ, जसले गर्दा अल्ट्रासोनिक मोल्डको डिजाइन कुनै पनि डिजाइनमा सरलीकृत हुनेछ। तत्व।साथै, यो अपेक्षाकृत समान छ।ट्रान्सभर्स कम्पनलाई प्रभावकारी रूपमा दबाउन र वेल्डिङ हर्नमा निश्चित कठोरता छ भनी सुनिश्चित गर्न, ग्रूभद्वारा विभाजित वेल्डिङ हर्न एकाइको चौडाइ सामान्यतया भित्र हुन्छ!/ 8 ~!/ 4 (! वेल्डिङ हर्नको पहिलो-अर्डर अनुदैर्ध्य कम्पन मोडको तरंग लम्बाइ हो), र स्लटको आदर्श चौडाइ लगभग छ!/ २५ ~!/20[7], माथिको मापदण्ड अनुसार वेल्डिङ जोइन्टहरूको ग्रूभिङ संख्या निर्धारण गर्न सकिन्छ।किनभने वेल्डिङ हर्न एकाइको चौडाइ सामान्यतया बढी हुँदैन!PI /4, त्यसैले यो लगभग एक-आयामी सिद्धान्त द्वारा विश्लेषण गर्न सकिन्छ।एकाइ 1 मा कुनै पनि वेल्डिंग एकाइ तीन आयताकार समविभाजन पट्टीहरू समावेश मान्न सकिन्छ।
एल्युमिनियम मिश्र धातु 7075 (यंगको मोड्युलस E=7.17*1010N/M2 घनत्व ρ=2820kg/m3, Poisson को अनुपात V = 0.34) वेल्डिङ हर्नको लागि चयन गरिएको थियो।विभिन्न स्लटहरूको संख्या n, लम्बाइ L2 र चौडाइ W गणना गर्न समीकरणहरू (1) ~ (3) र (6) प्रयोग गरियो।जब स्ट्रिप वेल्डिङ हर्नको रेजोनन्ट लम्बाइ L चौडाइ B सँग परिवर्तन हुन्छ, स्ट्रिप वेल्डिङ हर्नको रेजोनन्ट लम्बाइ L चौडाइ B सँग परिवर्तन हुन्छ। गणना गरिएको रेजोनन्ट फ्रिक्वेन्सी f=20kHz, L1=L3 सरलताको लागि।जब स्लटको लम्बाइ र चौडाइ स्थिर हुन्छ, स्लट नम्बर फरक हुँदा वेल्ड हर्नको चौडाइसँग रेसोनन्ट लम्बाइ परिवर्तन हुन्छ।L2 =60mm, W =10mm।FIG बाट देख्न सकिन्छ।2, चित्रमा देखाइएको स्लटेड वेल्डिङ हर्नको लागि।1, पहिलो-क्रम अनुनाद लम्बाइ एक-आयामी सिद्धान्त (126mm) अनुसार गणना गरिएको अनस्लट गरिएको वेल्डिंग हर्नको भन्दा सानो छ, र वेल्डिंग हर्नको रेजोनन्ट लम्बाइ वेल्डिंग हर्नको चौडाइ बढ्दै जान्छ, तर वृद्धि क्रमशः घट्दै जान्छ।थप रूपमा, जब रेजोनन्ट फ्रिक्वेन्सी र वेल्ड चौडाइ स्थिर हुन्छ, स्लट संख्याको वृद्धिसँगै वेल्डको रेजोनन्ट लम्बाइ घट्छ।
थप रूपमा, विभिन्न मोटाईका तीनवटा वेल्डेड जोइन्टहरू एल्युमिनियम मिश्र धातु 7075 (माथिको रूपमा समान सामग्री) संग मेसिन गरिएको थियो।यी तीनवटा वेल्डेड जोडहरूको मोटाई T र मापन गरिएको हार्मोनिक कम्पन आवृत्ति एफएम दिइएको थियो।जब वेल्डिङ हर्न मोटाई तरंगदैर्ध्य (यहाँ 63mm छ) को एक चौथाई भन्दा कम छ, मापन फ्रिक्वेन्सी र डिजाइन आवृत्ति बीचको विचलन 2% भन्दा कम छ, जसले इन्जिनियरिङ अनुप्रयोगहरूको आवश्यकताहरू पूरा गर्न सक्छ।
लामो पट्टी अल्ट्रासोनिक प्लास्टिक वेल्डिंग संयुक्त उचित रूपमा धेरै समान तत्वहरूमा विभाजित गरिएको थियो र संयुक्त तत्वको आवृत्ति समीकरण स्थानान्तरण म्याट्रिक्स विधि द्वारा घटाइएको थियो।यदि स्लटको चौडाइ र मात्रा र आकार थाहा छ भने, समीकरणलाई स्ट्रिप जोइन्टलाई सहज रूपमा डिजाइन गर्न प्रयोग गर्न सकिन्छ, यसरी स्ट्रिप संयुक्तको डिजाइनको लागि सैद्धान्तिक आधार प्रदान गर्दछ।यस पेपरले उदाहरणहरू मार्फत वेल्डिङ संयुक्त साइजमा स्लट नम्बर, स्लट चौडाइ र स्लट लम्बाइको प्रभावलाई पनि विश्लेषण गर्दछ।यो देख्न सकिन्छ कि यो विधि पनि वेल्डिंग संयुक्त को अनुकूलन डिजाइन मा एक निश्चित प्रभाव छ

स्ट्रिप वेल्डिंग हर्न कम्पन विश्लेषण पछि स्प्लिट ग्रूभ, वेल्डिंग हर्नलाई अन्तिम एकाइ शरीर र मध्य एकाइ सेलमा विभाजन गर्न सकिन्छ, स्पष्ट लोच विधि र प्रसारण लाइनको प्रभावको प्रयोग गरेर, क्रमशः चार फरक एकाइहरूको लम्बाइ दिइएको छ। फ्रिक्वेन्सी समीकरणको उच्च डिग्रीको दिशा, फ्रिक्वेन्सी समीकरण लामो बार वेल्डिंग हर्न डिजाइन गर्न प्रयोग गर्न सकिन्छ, तर डिजाइन प्रक्रिया जटिल छ, केही प्यारामिटरहरूको चयन अनुभवमा निर्भर गर्दछ र इन्जिनियरिङ अनुप्रयोगको लागि सुविधाजनक छैन।यस कागजमा, स्ट्रिप वेल्डिंग संयुक्त उचित स्लटिंग द्वारा धेरै समान तत्वहरूमा विभाजित गरिएको छ, र वेल्डिंग संयुक्त तत्वको आवृत्ति समीकरण स्थानान्तरण म्याट्रिक्स विधि द्वारा प्राप्त गरिन्छ, जसले स्ट्रिप वेल्डिंग संयुक्तको डिजाइनको लागि सैद्धान्तिक आधार प्रदान गर्दछ।डिजाइनमा सरल सैद्धान्तिक गणना र स्पष्ट भौतिक अर्थ छ, जसले स्ट्रिपको इन्जिनियरिङ डिजाइनको लागि सरल र सजिलो विधि प्रदान गर्दछ।
वेल्डिंग संयुक्त।

पोस्ट समय: मार्च-17-2022